
Bambu Lab
Lámina PEI de Ingeniería para Bambu Lab (P2S/X2D)
Lámina de Acero con PEI de Ingeniería para Impresoras Bambu Lab P2S

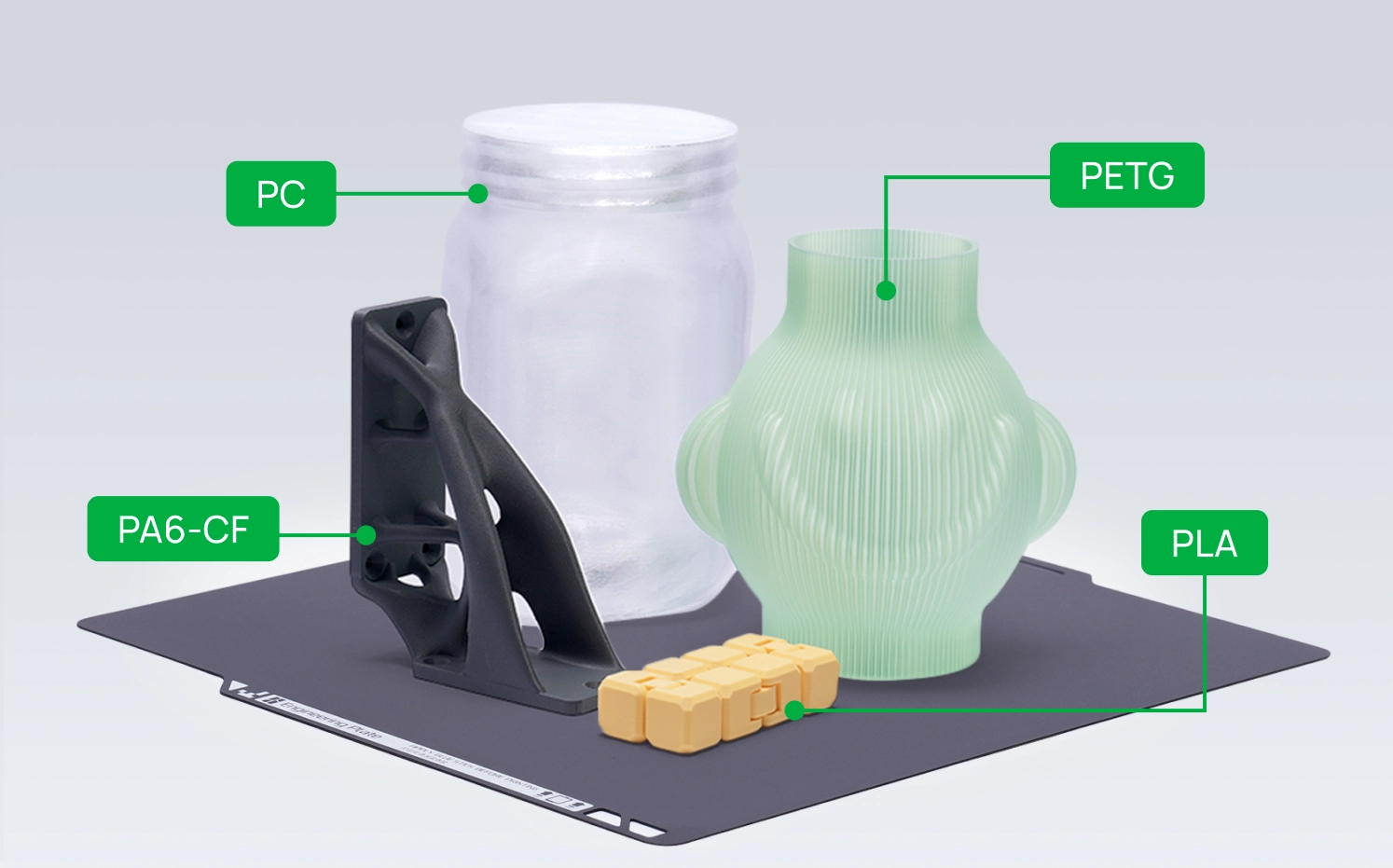
Una sola placa de impresión para todos los filamentos
Con una simple capa de pegamento, la placa Engineering es compatible con toda la gama de filamentos técnicos, lo que la convierte en la opción ideal cuando no tienes claro qué placa utilizar
Revestimiento de superficie lisa y duradero
El revestimiento renovado mejora significativamente la resistencia de la placa a la temperatura, los arañazos y la corrosión. Diseñada para soportar impresiones prolongadas a altas temperaturas y cientos de lavados y despegados, su superficie lisa y fiable garantiza una adhesión estable en cada impresión
Acabado de superficie liso y natural
El recubrimiento base liso aporta una textura suave y plana a la superficie inferior del objeto impreso, integrándose mejor con el resto de las superficies
Consideraciones
- Antes de imprimir con cualquier filamento, se recomienda aplicar pegamento en la placa Engineering. El uso de pegamento sólido puede facilitar la retirada de las piezas, pero como tiene cierto grosor y es difícil de aplicar de forma uniforme, la estabilidad de impresión y la calidad de la primera capa suelen ser inferiores a las obtenidas con pegamento líquido. Por otro lado, el pegamento líquido puede dificultar más la retirada de la pieza. Debe elegirse el tipo de pegamento adecuado según el filamento, el entorno de impresión y otras condiciones prácticas. Para más detalles, consulte la wiki oficial: Bambu Lab Wiki.
- Al utilizar una espátula para retirar las impresiones, asegúrese de emplear la técnica correcta. Si el modelo está demasiado adherido a la placa, aplique alcohol en la interfaz entre el modelo y la placa para reducir la adhesión y facilitar su retirada. Esto ayuda a evitar daños en el modelo, en la placa de impresión o posibles lesiones al usuario por aplicar fuerza excesiva.
- Aumentar la temperatura de la cama calefactada mejora la adhesión. Es necesario ajustar la temperatura de la cama según las necesidades específicas de cada impresión para lograr el nivel de adhesión más adecuado.
- En las impresoras de las series X1, P1 y A1, antes del autonivelado es necesario frotar repetidamente la boquilla en la zona de limpieza de la placa para eliminar completamente cualquier residuo de material en la punta de la boquilla. El recubrimiento de esta zona se desgastará gradualmente con el uso, lo cual es normal y no afecta a la calidad de impresión ni a la vida útil de la boquilla.
- La acumulación de polvo y grasa en la placa de impresión puede reducir la adhesión. Se recomienda limpiar la placa regularmente con agua templada y jabón lavavajillas para mantener una adhesión óptima. No utilice otros agentes de limpieza no autorizados.
- Bambu Lab recomienda utilizar únicamente pegamento oficial de Bambu Lab en las placas de impresión Bambu Lab y no se hace responsable de los daños causados por el uso de pegamentos de terceros. No limpie la placa Engineering con acetona, ya que dañará su superficie.
- Espere siempre unos minutos antes de retirar los modelos impresos para permitir que la placa se enfríe y facilitar la retirada de las piezas. Esto evita daños en la placa y garantiza una mayor vida útil del producto.
- El firmware más reciente incorpora mejoras significativas en la calibración de la placa Engineering mediante el sistema Micro Lidar y ahora es totalmente compatible con el proceso de calibración automática.
- La placa Engineering se considera un consumible que se degrada con el uso. La garantía solo cubre defectos de fabricación y no daños estéticos como arañazos, golpes o grietas. Únicamente están cubiertas por garantía las láminas defectuosas a la llegada del producto.
Ajustes recomendados
Ten en cuenta que puede ser necesario ajustar otros parámetros del laminador según el modelo a imprimir y los requisitos del filamento.
| Materiales | Temperatura de la cama | ¿Se requiere pegamento? |
|---|---|---|
| PLA / PLA-CF / PLA-GF | 45~60 ℃ | Pegamento en barra / Pegamento líquido |
| PETG / PETG-CF | 60~80 ℃ | Pegamento en barra / Pegamento líquido |
| ABS (no compatible con A1 mini) | 90~100 ℃ | Pegamento en barra / Pegamento líquido |
| ASA (no compatible con A1 mini) | 90~100 ℃ | Pegamento en barra / Pegamento líquido |
| TPU | 35~45 ℃ | Pegamento en barra / Pegamento líquido |
| PVA | 45~60 ℃ | Pegamento en barra / Pegamento líquido |
| PC / PC-CF (no compatible con A1 mini) | 90~110 ℃ | Pegamento en barra / Pegamento líquido |
| PA / PA-CF / PAHT-CF (no compatible con A1 mini) | 90~110 ℃ | Pegamento en barra / Pegamento líquido |
| PET-CF (no compatible con A1 mini) | 80~100 ℃ | Pegamento en barra / Pegamento líquido |
